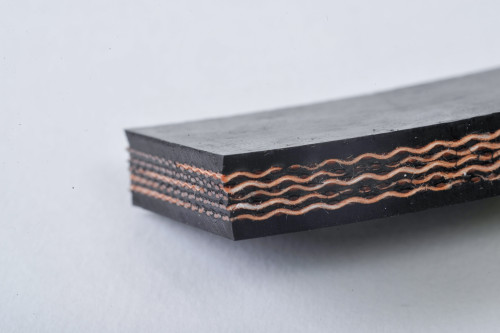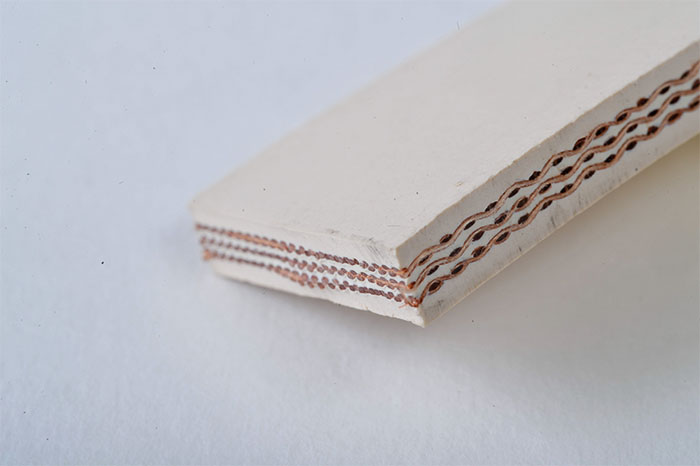
NBR-FDA WHITE FOOD-GRADE QUALITY
These FDA white food grade, quality certified FDA elevator belts are mainly used for elevators in the food processing industry. This belt quality is resistant to oil and fat and is also flame-retardant in accordance with DIN 22103 (ISO 340).